Информационной ресурс об
электрогенераторах и энергооборудовании
электрогенераторах и энергооборудовании

Сварочный генератор – это, прежде всего, источник постоянного тока, который требуется при проведении сварочных работ. Его главная функция состоит в преобразовании механической энергии в электроэнергию.
Ключевые составные части сварочного электрогенератора – это статор с размещенными на нем магнитными полюсами, а также якорь. В этом якоре расположены витки обмотки трансформатора, содержащие электродвижущую силу переменного направления.
Любой электрогенератор включает в себя намагничивающую обмотку возбуждения. Ее питание ведется от двух источников:
Независимый.
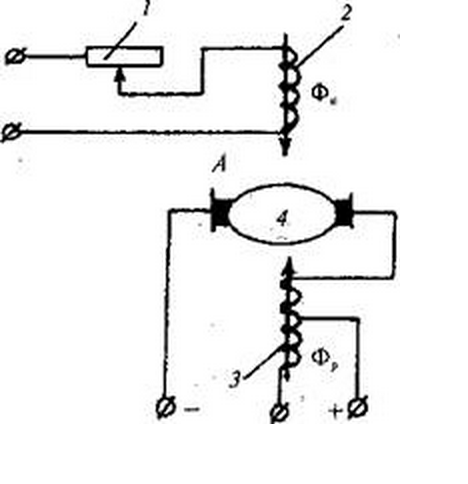
В таком случае генератор называют агрегатом с независимым возбуждением. Последовательно подключается размагничивающаяся обмотка. Силу тока регулируется посредством реостата. При увеличении силы тока в сварочной сети, происходит увеличение магнитного потока, вырабатываемого обмоткой размагничивания. При этом магнитный поток, который вырабатывается обмоткой независимого возбуждения, сохраняется неизменным. В результате напряжение на генераторных зажимах снижается и появляется падающая внешняя характеристика.
Cхема сварочного генераторора с незавизимым возбуждением и размагничивающейся обмоткой
От генератора.
Таким образом, мы получаем агрегат с самовозбуждением. Обмотка якоря электрогенератора передает постоянный ток на обмотку намагничивания.
Все генераторы могут функционировать в обоих режимах. Чтобы сменить режим работы электроагрегата достаточно плавно изменить ток намагничивания.
Сварочные генераторы различаются между собой и внешней характеристикой:

Схема сварочного генератора показывает принцип его функционирования и управления. Генераторы могут отличаться друг от друга в некоторых деталях. У каждого производителя есть свои наработки в оборудовании, благодаря чему у потребителя есть возможность выбрать необходимый товар в соответствии с финансовыми возможностями и требуемым функционалом. Однако, по основному принципу действия все однотипные системы являются идентичными.
Концы обмотки соединяются с пластинами коллектора, который расположен на одном валу с якорем. На коллекторе находятся угольно-графитовые щетки, предназначенные для токосъема. В данном случае коллектор работает в качестве выпрямителя сварочного тока.
Один конец витка обмотки подсоединяется к одной пластине. Второй ведет к другой пластине, полностью изолированной и противоположной по диаметру.
Пластины контактируют с токосъемными щетками коллектора.
На магнитных полюсах статора появляется магнитный поток, который направляется на якорь. Для обеспечения условий возникновения потока, на полюсы устанавливают обмотки возбуждения, возбуждающие магнитный поток. Такие обмотки можно подключать лишь к постоянному току, во избежание смены направления магнитным потоком после пересечения якоря. При неправильном подключении обмоток магнитный ток возвращается от якоря, в результате сварочный ток на щетках не появится.
Если необходимо изменить величину сварочного тока, в первую очередь меняется ток в обмотках полюсов. Величина магнитного потока изменяется, исходя из количества ампер, но не вольт. Для регулировки тока в обмотки включается реостат.
Любой электрический агрегат – это достаточно сложное устройство. Многие неисправности сварочного генератора возникают из-за неверного функционирования системы управления, а кроме этого в случае неверно настроенных сварочных режимов.
На неполадки в функционировании сварочных агрегатов оказывают влияние различные факторы, чаще всего совпадающие с неверными настройками, различными ошибками при работе и иными внешними причинами. Большинство неполадок можно устранить.
Обычно к каждому электрическому агрегату прилагается инструкция, в которой описаны наиболее известные неполадки сварочного генератора и некоторые пути решения проблемы.
Некоторые из наиболее часто встречающихся ситуаций описаны ниже.
Для проведения ремонта сварочного генератора понадобятся знания в двух областях – механике и электрике. Если такие знания отсутствуют, стоит ограничиться самостоятельным проведением технического обслуживания аппарата, а сложный ремонт, разборку, замену деталей стоит оставить специалистам.
Текущий ремонт сварочных генераторов включает в себя:
Ремонт электродвигателя.
В первую очередь это – периодическая смена поршневых колец. Техническая документация прибора должно включать период беспрерывного функционирования компрессионных и маслосъемных поршневых колец. Если разбор двигателя показал высокий износ кольцевых канавок, поршень необходимо менять. После разборки не допускается использование старой прокладки для цилиндра. Заменить свечи зажигания и смазать двигатель вполне можно и своими руками. По внешнему виду свечи определяется, пригодна ли она для дальнейшей эксплуатации, либо подлежит замене. Настройку либо перенастройку карбюратора для бензопривода сварочного электрогенератора стоит оставить специалистам.
Ремонт электрической части генератора.
Чаще всего он ограничивается перемоткой обмоток при межвитковых замыканиях. Также необходима периодическая замена токосъемных щеток. При износе хотя бы одной из них, производится замена обеих щеток сразу, цена позволяет. В стандартном ремонтном комплекте к сварочному генератору прилагается пара запасных щеток. Еще одна распространенная поломка связана с неисправностью подшипников вала агрегата, а также их проворачиванием внутри корпуса. Для такого дефекта характерны повышенный уровень шума и высокая температура.
Некоторые неполадки обнаруживаются лишь при проведении работ. Так, сварочный импеданс можно измерить только в милиоммах. Точность измерительных приборов в данном случае не позволяет провести достаточную диагностику. Если сварочный импеданс неисправен, можно заметить следы перегрева, неполадки в изоляции и последующий разрыв электроцепи.
Сварочный генератор хонда имеет полный комплекс защит по ряду параметров. При длительной сварке возможно внештатное прекращение работы. Это происходит из-за срабатывания защитной системы по температурному режиму. Неисправностью данная проблема не является. Через небольшое время (порядка 20-30 минут) сварку можно возобновлять.
Если выполнение всех рекомендаций не привело к устранению неполадки, возможна поломка съемы инверторного модуля. Необходимо обратиться к специалистам.


